免費咨詢熱線:0769-85157716
官 方 微 信 號:13332662668
官 方 微 信 號:13332662668
涂布機生產過程中橫條紋的原因及解決方案
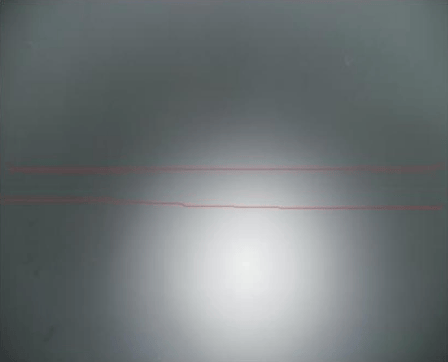
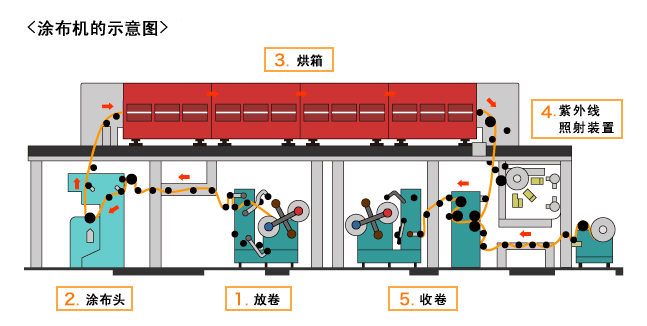
在涂布工藝中,橫條紋是一種常見的缺陷,它不僅影響產品的外觀質量,還可能對產品的性能和壽命產生不良影響。因此了解橫條紋產生的原因并采取相應的解決方案至關重要。本文將詳細探討涂布過程中產生橫條紋的原因以及相應的解決方案。
一、橫條紋產生的原因
1、涂布輥和軸承精度不足
涂布輥和軸承的精度直接影響涂層的均勾性。如果涂布和軸承的精度不夠,會導致涂布過程中產生有規律的橫條道。這種情況通常表現為涂層在橫向上出現,厚度不一的線條。
2、調速方案不妥
當涂布輥為主動傳動時,如果選用的調速方案不合適,如直接使用諧波減速器直連,可能會導致涂布過程中速度不穩定,從而產生橫條紋。
3、張力控制系統的不穩
張力控制系統的不穩定或張力隔斷設置不當,會導致實際速度的瞬時變動,從而引起橫條紋的產生。此外,其他操作引起的震動也可能傳遞到涂布頭,進一步加劇橫條紋的出現。

4、逗號刀裝夾機構穩定性不足
逗號刀裝夾機構的穩定性對涂布效果有重要影響。如果其穩定性不夠,運行中出現變動,會直接影響涂層的均勻性,導致橫條紋的產生。
5、整機運行速度不穩
整機運行速度的不穩定,如出現驟加或驟減,也會導致涂布過程中產生橫條紋。
6、供液系統不穩定
供液系統的供液壓力或流速波動也是產生橫條紋的原因之一。這可能是由于泵機性能不穩定或管道材質不合適等原因導致的。

7、支撐基材的振動或缺陷
支撐基材的背輥或平臺如果存在振動或缺陷,也會對涂布效果產生影響,導致橫條紋的產生。
二、解決方案
1、檢查并更換相關部件
首先,應對涂布復合機涂布輥、軸承、逗號刀裝夾機構等關鍵部件進行檢查,確保其精度和穩定性。如有必要,應及時更換損壞或精度不足的部件。
2、優化調速方案
當涂布輥為主動傳動時,應選用合適的調速方案,如使用伺服電機等高精度調速設備,以確保涂布過程中的速度穩定。
3、改進張力控制系統
對張力控制系統進行優化和調整,確保張力穩定且隔斷設置合理。同時,應減少其他操作引起的震動對涂布頭的影響。
4、升級供液系統
對供液系統進行升級和改造,提高泵機的穩定性和性能。同時,可以考慮將金屬管道更換為塑料管道,利用其膨脹和松弛特性平滑脈沖,減少供液壓力和流速的波動。
5、檢查并調整支撐基材
對支撐基材的背輥或平臺進行檢查和調整,確保其無振動和缺陷。如有必要,應及時更換或修復損壞的部件。
6、保持液位恒定
確保儲料槽的液位穩定,避免因液位波動導致的涂布不均勻可以通過自動控制系統實時監測和調節液位。
7、加強篩選和過濾
在涂料生產過程中,應加強原材料的篩選和過濾工作,確保涂料中無粗大顆粒和雜質。同時,在涂料進入涂布機之前,應進行多次過濾處理,以進一步清除雜質和纖維等物質。
8、調整涂布工藝參數
根據涂布產品的要求和實際情況,調整涂布工藝參數,如涂布速度、涂布量、涂布壓力等,以確保涂層的均勻性和質量。
結論:
涂布過程中產生橫條紋的原因多種多樣,包括涂布和軸承精度不足、調速方案不妥、張力控制系統不穩、逗號刀裝夾機構穩定性不足等。為了解決這些問題,需要采取一系列措施,如檢查并更換相關部件、優化調速方案、改進張力控制系統、升級供液系統等。同時,還需要加強篩選和過濾工作以及調整涂布工藝參數等。通過這些措施的實施,可以有效降低橫條紋的產生率,提高涂布產品的質量和產量。

版權聲明:本站所有設備圖片及資料,視頻素材信息均均為東莞市永皋機械有限公司版權所有,未經協議本網授權不得轉載、摘編或利用其它方式使用。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:東莞市永皋機械有限公司”。違反上述聲明者,本網將追究其相關法律責任。








